To the industrial leaders, CTOs, and plant managers building the next generation of products: the pursuit of operational efficiency is a constant battle. In high-value manufacturing hubs like Germany and the rapidly digitising UAE, a tolerance for error, downtime, or safety risk is simply unacceptable.
Enter Computer Vision (CV), the digital eye of Industry 4.0. Leveraging deep learning, high-resolution cameras, and edge computing, CV systems have moved past simple image recognition to become autonomous inspectors, safety officers, and process optimisers. For manufacturers focused on global competitiveness, deploying robust, customised Computer Vision in Manufacturing is no longer optional-it’s a critical strategy for maximising quality and minimising cost.
Industry 4.0’s Digital Eye: Why Computer Vision is Essential
The Digital Eye of Industry 4.0 – Why Computer Vision Is Essential Precision, safety, and uptime – automated at scale.
Upgrade your factory floor with continuous, AI-driven visual intelligence.
Traditional quality control relies on human inspectors, which are prone to fatigue and can only sample products. Unscheduled machine downtime due to unforeseen failures can halt an entire German production line, costing thousands of Euros per minute. In the UAE’s rapidly expanding industrial sector, ensuring a globally compliant safety environment is paramount.
Computer Vision addresses these pain points by providing 100% continuous monitoring with sub-millimeter precision, leading to significant measurable gains: up to 90% faster defect detection and a 20-30% reduction in unplanned downtime.
The Germany-UAE Manufacturing Connection
Germany vs. UAE – Vision AI Adoption Priorities Different markets, same mission: Zero-defect factories.
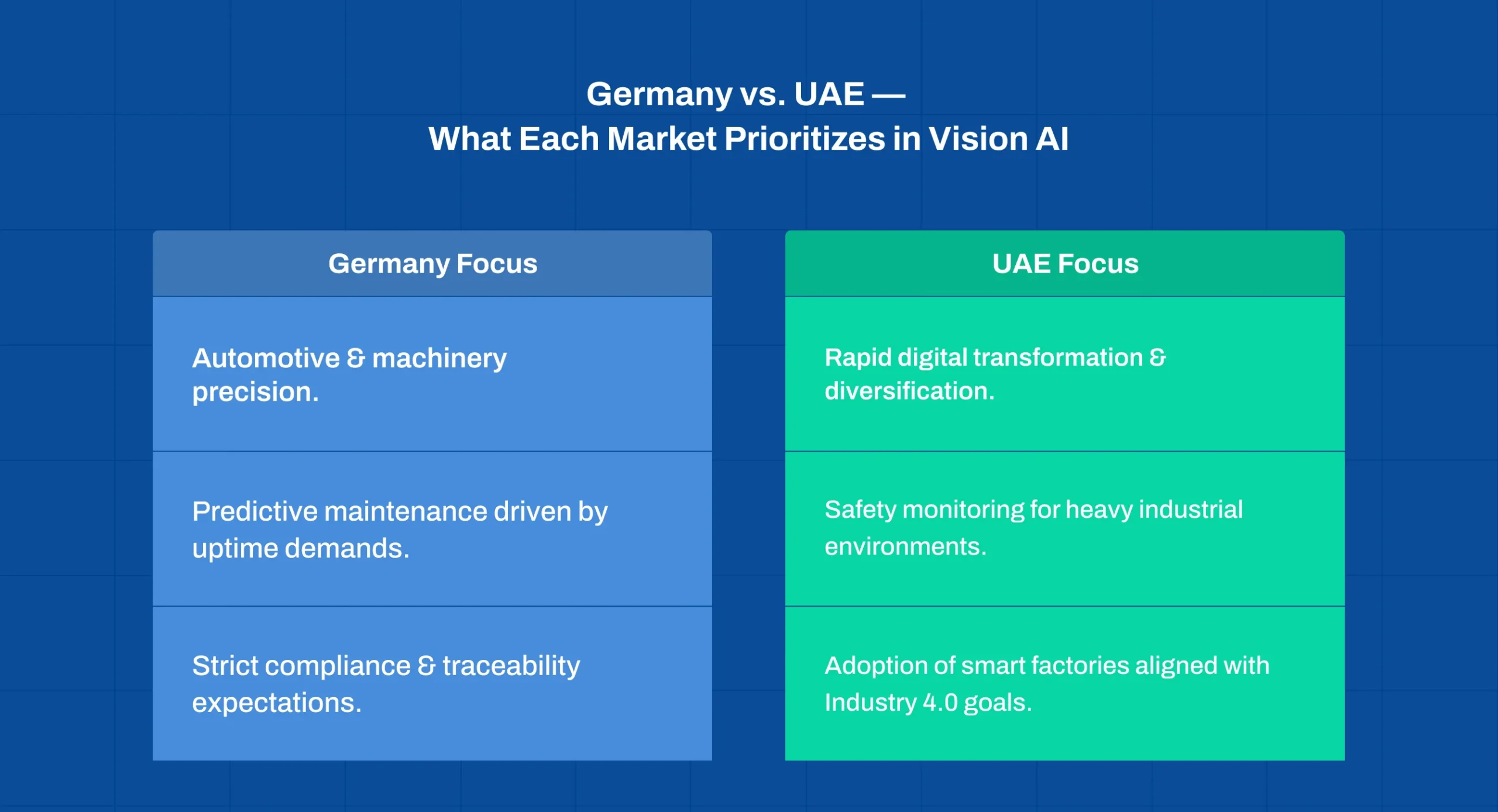
Deploy region-aligned Vision AI strategies for global competitiveness.
Germany, the originator of Industry 4.0, demands perfection in sectors like automotive and complex machinery. The UAE, with its focus on advanced technology and diversified manufacturing (Manufacturing is a core industry for growth), is rapidly adopting these digital solutions to build world-class, export-ready factories. Both markets require bespoke, high-performance Industrial AI solutions to maintain their competitive edge.
Five High-ROI Computer Vision Use Cases for the Factory Floor
Top 5 Computer Vision Use Cases Driving Efficiency Five workflows. One goal: Zero defects.
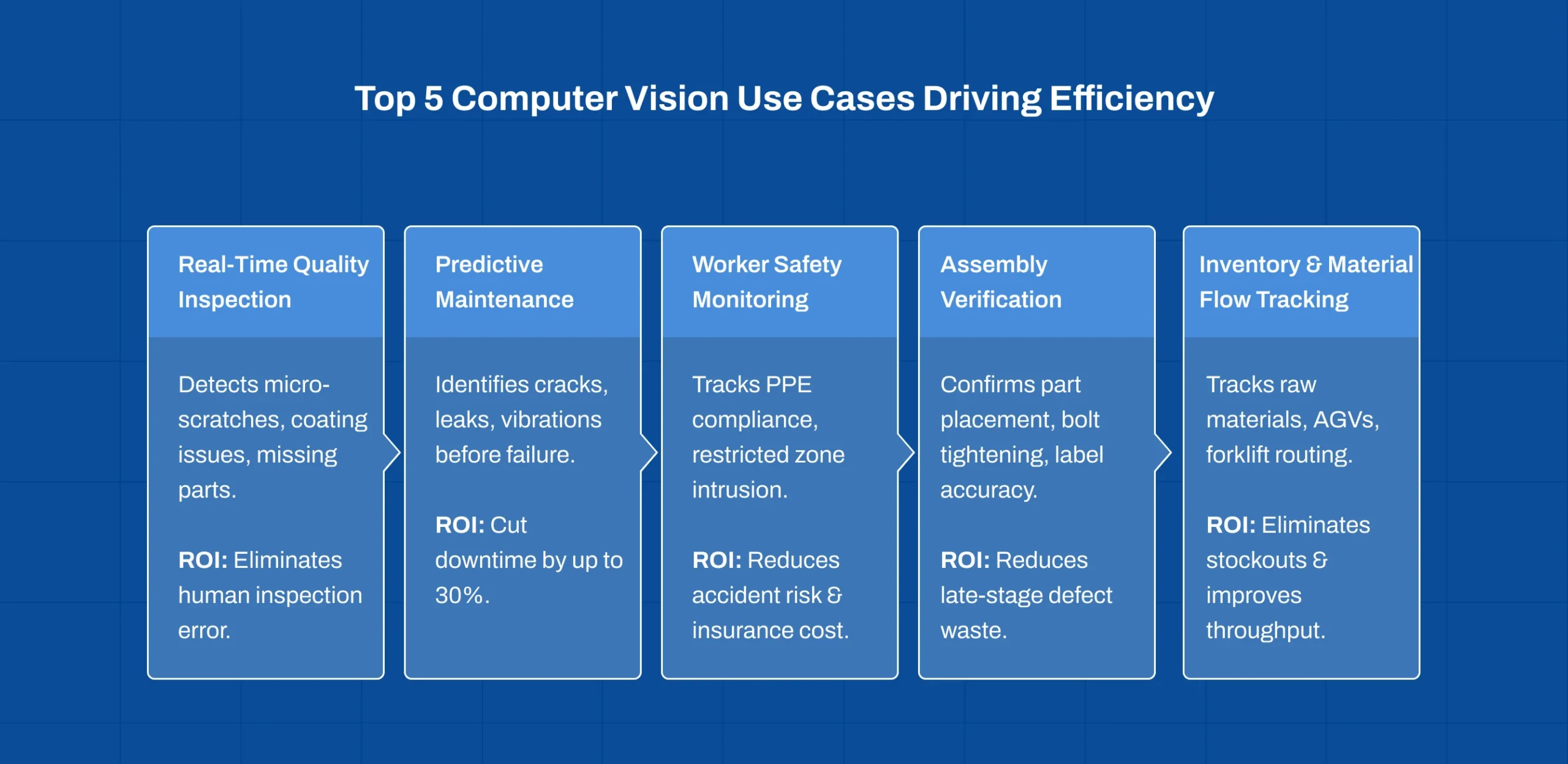
Automate every critical step with industrial-grade Vision AI.
1. Real-Time, 100% Quality Inspection (Surface Defect Detection)
This is the most common and highest-ROI application of Computer Vision in Manufacturing.
- Action: High-speed cameras capture every product passing the line. Deep Learning models (specifically trained Computer Vision Development solutions) instantly scan for micro-scratches, misalignments, bubbles, incorrect coating thickness, or missing components that are impossible for the human eye to consistently detect.
- ROI: Eliminates human error, ensures 100% quality control, and drastically reduces product recall risk and rework costs.
2. Predictive Maintenance through Visual Anomaly Detection
CV extends beyond product inspection to inspect the machines themselves.
- Action: Cameras continuously monitor critical machine components (e.g., rotating gears, hydraulic seals, tool heads) for visual anomalies like micro-cracks, oil leaks, excessive vibration, or subtle colour changes indicating overheating.
- ROI: Enables true Predictive Maintenance. The system predicts failure before sensor thresholds are breached, allowing maintenance to be scheduled optimally, cutting unplanned downtime by up to 30%.
3. Worker Safety and Compliance Monitoring
Safety protocols must be followed rigorously, particularly in high-risk heavy machinery environments common in Germany and the UAE.
- Action: CV models monitor real-time video feeds to instantly detect unsafe behaviours: a worker entering a restricted zone, improper use of a cutting tool, or the absence of mandated Personal Protective Equipment (PPE) like hard hats or gloves.
- ROI: Reduces workplace accidents, ensures regulatory compliance, and lowers insurance costs and operational disruption caused by incidents.
4. Assembly and Process Control Verification
Ensuring complex assembly steps are executed in the correct sequence is critical for quality consistency.
- Action: The system verifies every assembly step, confirming the correct part has been fitted, the bolt has been tightened (based on visual cues), and the serial label has been applied accurately (using Optical Character Recognition/OCR).
- ROI: Prevents late-stage failures, significantly reducing waste and the high cost of defect correction after the product has left the assembly station.
5. Inventory and Material Flow Tracking
Effective inventory management ensures the line never stops.
- Action: Overhead cameras track the location and quantity of raw materials, components, and finished goods in the warehouse and on the line. CV tracks the flow of forklifts and autonomous guided vehicles (AGVs) in real time.
- ROI: Automates stock counting, optimises vehicle routing, and flags material flow bottlenecks, providing the real-time data needed for SaaS Product Development of advanced warehouse management solutions.
The Implementation Challenge: Edge Computing and Data
Inside an Industrial Vision System – From Camera to Insight Real-time intelligence at the edge.
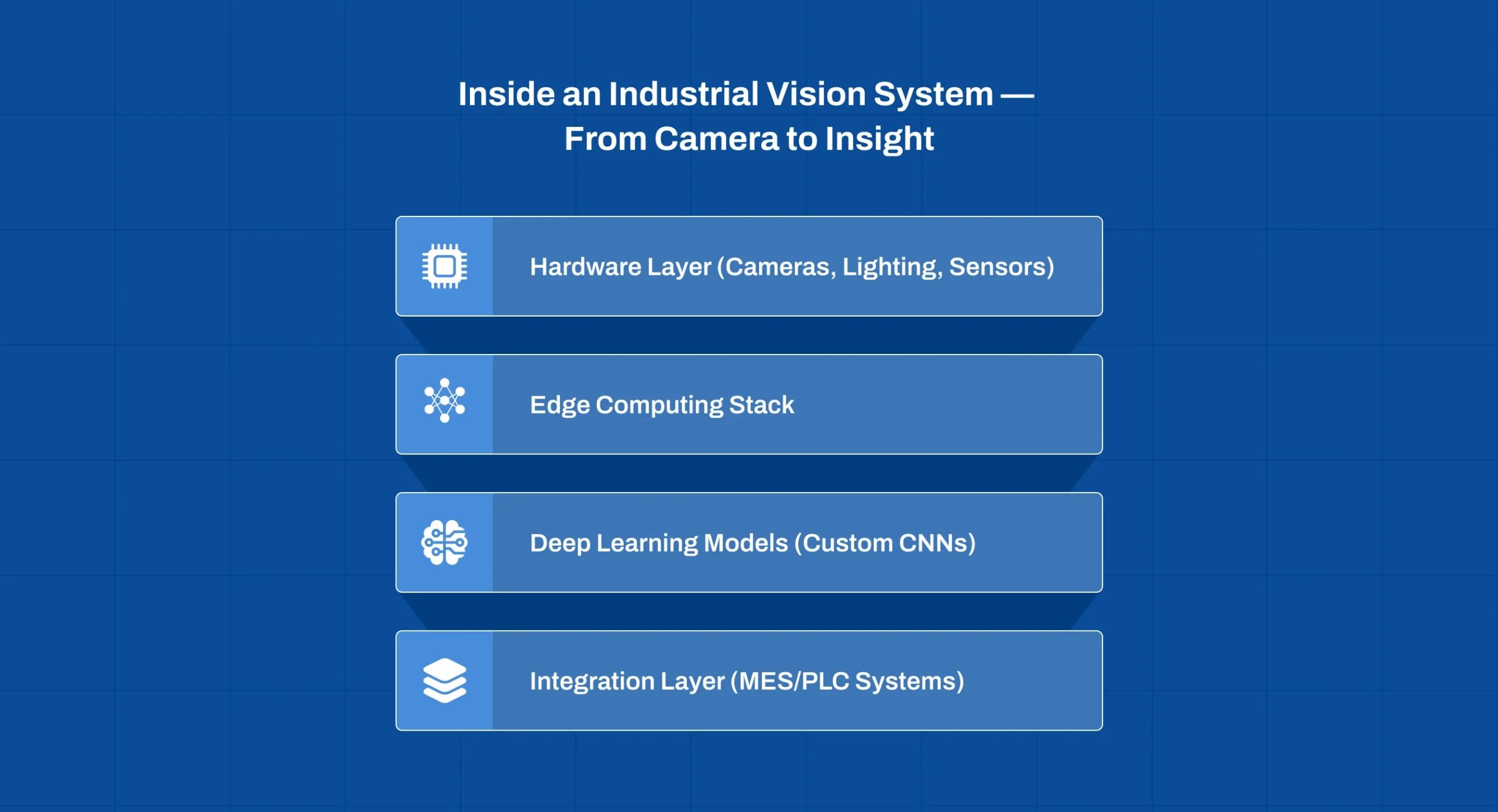
1. Hardware Layer: High-speed cameras + controlled lighting eliminate glare and noise.
2. Edge Computing Layer: Millisecond decision-making using local GPUs – no cloud latency.
3. Deep Learning Models: Custom CNNs trained on product-specific defects & lighting conditions.
4. Integration Layer: Vision output signals integrate into PLC/MES/QA systems instantly.
Build Vision AI that runs at machine-speed, not cloud-speed.
A successful Computer Vision in Manufacturing deployment requires overcoming two major technical hurdles:
- Latency: Decision-making (e.g., rejecting a defective part) must occur in milliseconds. This necessitates using Edge Computing, where the AI model runs on local, industrial-grade hardware (like a GPU) near the camera, rather than sending massive video streams to the cloud.
- Model Customisation: Off-the-shelf CV models are insufficient. They must be trained on your unique defects, materials, and lighting conditions.
Why Deep Learning Models Require Bespoke Development
Achieving the sub-millimeter precision required for a German automotive component or an intricate UAE-manufactured electronic part demands a fully customised Deep Learning model. This process requires a specialised partner to handle:
- Data Annotation: Manually labeling millions of images of both perfect and defective parts.
- Model Architecture: Selecting and fine-tuning the optimal Convolutional Neural Network (CNN) for the specific task and hardware constraints.
- System Integration: Seamlessly integrating the CV output (a reject signal) with existing PLC and MES systems.
Conclusion: Scaling Vision AI for Global Manufacturing Excellence
The factory of the future in Germany, the UAE, and globally runs on sight. By adopting and strategically scaling Computer Vision in Manufacturing, enterprises gain a permanent advantage in quality, compliance, and cost control. The opportunity lies in partnering with experienced providers who can deliver bespoke Computer Vision Development-transforming high-resolution pixels into the operational intelligence that guarantees zero-defect output and sustains manufacturing excellence.