Executive Overview
- Manufacturing CTOs evaluating computer vision for quality inspection face a fundamental architecture decision: buy an off-the-shelf inspection platform or build a custom CV pipeline integrated into existing production infrastructure.
- Off-the-shelf solutions deploy faster (4–8 weeks) but hit accuracy ceilings around 85–90% on non-standard products, complex surfaces, and variable lighting conditions.
- Custom-built CV systems cost 2–3x more upfront but deliver 95–99% accuracy on domain-specific defects because the model trains on your actual production line images, your lighting, your product geometry.
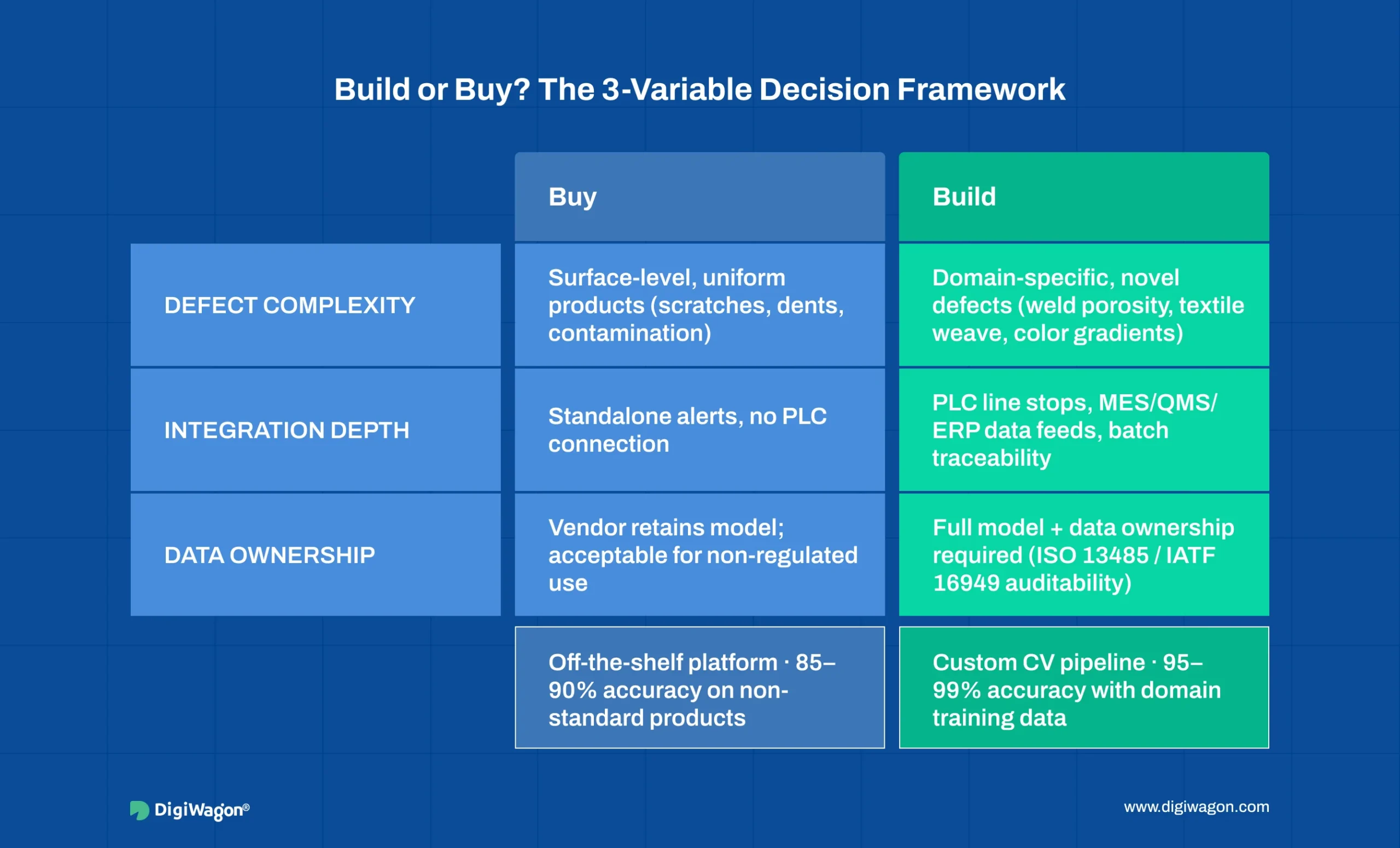
- The decision hinges on three variables: defect complexity (surface-level vs. structural), integration depth (standalone alerts vs. PLC-connected line stops), and data ownership (who controls the model and the training data long-term).
What Is Computer Vision for Quality Inspection?
Computer vision for quality inspection is a system that uses cameras, image processing algorithms, and trained machine learning models to detect manufacturing defects in real time on a production line. It replaces or augments human visual inspectors by analyzing product images against learned patterns of acceptable and defective output. Unlike traditional rule-based machine vision (fixed thresholds, template matching), modern CV quality inspection uses deep learning to detect defects the system was never explicitly programmed to find.
The $2 Million Question on Every Manufacturing Floor
If you are a manufacturing CTO running a production line in 2026, you already know that manual inspection is a liability. The math is not complicated. Human inspectors sustain about 80–87% accuracy over a full shift, and that number drops as fatigue accumulates. A single missed defect in automotive or medical device manufacturing can trigger a recall that costs millions.
The cost of poor quality in manufacturing is well documented. According to industry analysis, the average manufacturer spends approximately 15–20% of total sales on quality-related costs: scrap, rework, warranty claims, and recall expenses. For a company generating $50 million in annual revenue, that is $7.5 to $10 million consumed by quality failures every year.
The industrial machine vision market reflects this urgency. According to The Business Research Company, the industrial machine vision market is projected to grow from $12.86 billion in 2025 to $13.88 billion in 2026 at a CAGR of 7.9%. Quality assurance and inspection is the largest application segment, per Grand View Research’s 2024 analysis. The growth is not speculative. It is driven by manufacturers who have calculated the cost of shipping defective products versus the cost of automated inspection.
But knowing you need computer vision is not the hard part. The hard decision is whether to buy a platform like Cognex ViDi, Landing AI’s LandingLens, or Neurala’s Brain Builder, or build a custom CV pipeline that integrates directly with your MES, PLC controllers, and quality management system.
What Makes the Build vs. Buy Decision Different for Computer Vision?
Most build-vs-buy frameworks treat software as fungible. Computer vision is not fungible. A CV system’s performance is inseparable from the physical environment it operates in: the lighting on your production line, the reflectivity of your product surface, the speed of your conveyor belt, and the specific taxonomy of defects your process generates.
This is why a system that achieves 98% accuracy in a vendor’s demo environment can drop to 75% on your factory floor. The demo images were shot in controlled studio lighting on pristine product samples. Your factory has fluorescent overhead lights, oil mist from CNC machines, and products that arrive at the inspection station with legitimate surface variation that the off-the-shelf model interprets as defects.
The accuracy gap between lab conditions and production conditions is the central engineering problem of computer vision in manufacturing. And how you address that gap determines whether you should build or buy.
When Buying Makes Sense for Computer Vision
Buy when your inspection problem is standardized. Specifically:
- Surface-level defects on uniform products: Scratches on flat glass, dents on painted sheet metal, contamination on clean-room wafers. These are problems where vendor training datasets already cover your defect taxonomy.
- Low integration requirements: You need a standalone inspection station that flags defects and triggers an alarm, but does not need to stop the line, adjust upstream parameters, or feed data into an existing QMS.
- Speed to deployment matters more than accuracy ceiling:You are under regulatory pressure or customer audit timelines and need a working system in 6–8 weeks, even if it delivers 88% rather than 97% accuracy.
- Your team lacks ML engineering capacity:You do not have data scientists or ML engineers on staff and do not want to hire them for a single project.
When Building Is the Only Viable Option for Computer Vision
Build when any of these conditions apply:
- Complex or novel defect types: Your defects are domain-specific (weld porosity patterns, textile weave irregularities, food product color gradients) and no vendor has pre-trained models for your product category.
- Deep integration with production systems: The CV system must connect to PLCs to stop the conveyor, feed SPC data into your MES, trigger rework routing in your ERP, and provide full traceability linking inspection results to production batches.
- Variable operating conditions: Product geometry changes across SKUs, lighting conditions shift between day and night shifts, or line speed varies with production schedules. The model needs continuous retraining on fresh production data.
- Data ownership is strategic: You want to own the training data and the model weights because your quality data is a competitive asset, or because regulatory compliance (ISO 13485 for medical devices, IATF 16949 for automotive) requires full auditability of your inspection process.
Key Takeaway: The build-vs-buy decision for computer vision is not a software licensing question. It is an architecture question. If your defects are standard and your integration needs are shallow, buy. If your defects are domain-specific, your integration runs deep, or your industry requires full auditability, build.
If you decide to build, the architecture itself has six distinct layers, each with its own trade-offs. We break down that six-layer CV inspection pipeline architecture in a companion deep-dive.
Build vs. Buy: The Comparison
| Decision Factor | Buy (Off-the-Shelf Platform) | Build (Custom CV Pipeline) |
|---|---|---|
| Time to Deploy | 4-8 weeks | 12-24 weeks |
| Accuracy on Standard Defects | 90–95% | 90–95% |
| Accuracy on Domain-Specific Defects | 75–88% | 95–99% (with domain training data) |
| PLC/MES Integration | Limited (API-based, often requires middleware) | Native (built to your protocol stack) |
| Data Ownership | Vendor retains model; you may own images | Full ownership of model, weights, and data |
| Retraining | Vendor-dependent cycle (weeks to months) | In-house cycle (days) |
| Regulatory Auditability | Partial (depends on vendor documentation) | Full (you control the validation documentation) |
| Ongoing Cost | Annual licensing ($30K–$80K/year) + vendor support | Engineering team allocation + cloud/compute costs |
| Vendor Lock-in Risk | High (proprietary model format, proprietary labelling tools) | None (open-source frameworks, standard formats) |
| Best For | Standardized inspection, fast deployment, non-regulated industries | Complex defects, deep integration, regulated industries, competitive moat |
Industry Context: Why Germany and India Are Leading This Transition
Manufacturing CTOs operating in Germany and India face distinct but converging pressures that make computer vision quality inspection a priority. For a broader look at how CV applies across manufacturing operations beyond quality inspection, see our analysis of computer vision use cases driving operational efficiency in Germany and UAE.
In Germany, Industrie 4.0 is not a buzzword. It is national industrial policy. The Plattform Industrie 4.0 initiative, backed by the German Federal Ministry for Economic Affairs, has pushed automated quality assurance into the center of smart factory architecture. German automotive OEMs (BMW, Volkswagen, Mercedes-Benz) already mandate automated visual inspection in their supply chain quality requirements. If you supply parts to a German OEM, your choice is not whether to implement CV inspection. It is how soon.
In India, the Production Linked Incentive (PLI) scheme is driving a manufacturing capacity build-out across electronics, pharmaceuticals, and automotive components. New factories being built under PLI are designing inspection systems in from day one rather than retrofitting them. Indian manufacturing CTOs building greenfield plants have an advantage: they can architect the CV pipeline alongside the production line, rather than bolting it onto legacy infrastructure. DigiWagon’s manufacturing software solutions are designed for exactly this greenfield integration scenario.
Lessons from Adjacent Builds: Visual Data Extraction in Mining Intelligence

In our work building the Mining Intelligence platform, which automates visual data extraction and classification from geological samples, we encountered many of the same engineering constraints that manufacturing CTOs face when deploying computer vision for quality inspection.
The core problem was the same: take images of physical objects with high natural variation (geological core samples rather than manufactured parts), train a model to classify features within those images, and do it reliably enough that downstream decisions could be trusted.
Three patterns from that project transfer directly to manufacturing CV:
Image acquisition dominates model performance. We spent more engineering time on the image capture pipeline (standardizing lighting across different sample types, handling reflective mineral surfaces, managing depth of field on irregular geometries) than on model architecture. We learned that getting the camera, lens, and lighting right eliminates 40–50% of the accuracy problems that engineers later try to solve with model complexity.
Annotation quality is the bottleneck, not model sophistication. Our geological classification model improved more from cleaning up mislabeled training data than from switching architectures. A YOLOv8 model trained on 5,000 accurately labeled images outperforms a more complex architecture trained on 20,000 noisy labels. Invest in your labeling pipeline before investing in model experiments.
Edge deployment requires aggressive model optimisation. Our Mining Intelligence system needed to run inference on-site with limited compute. We used TensorRT quantization (FP16 and INT8) to reduce model size and inference time by 3–4x with less than 1% accuracy loss. If you are building for production manufacturing, plan for edge optimisation from the start, not as an afterthought.
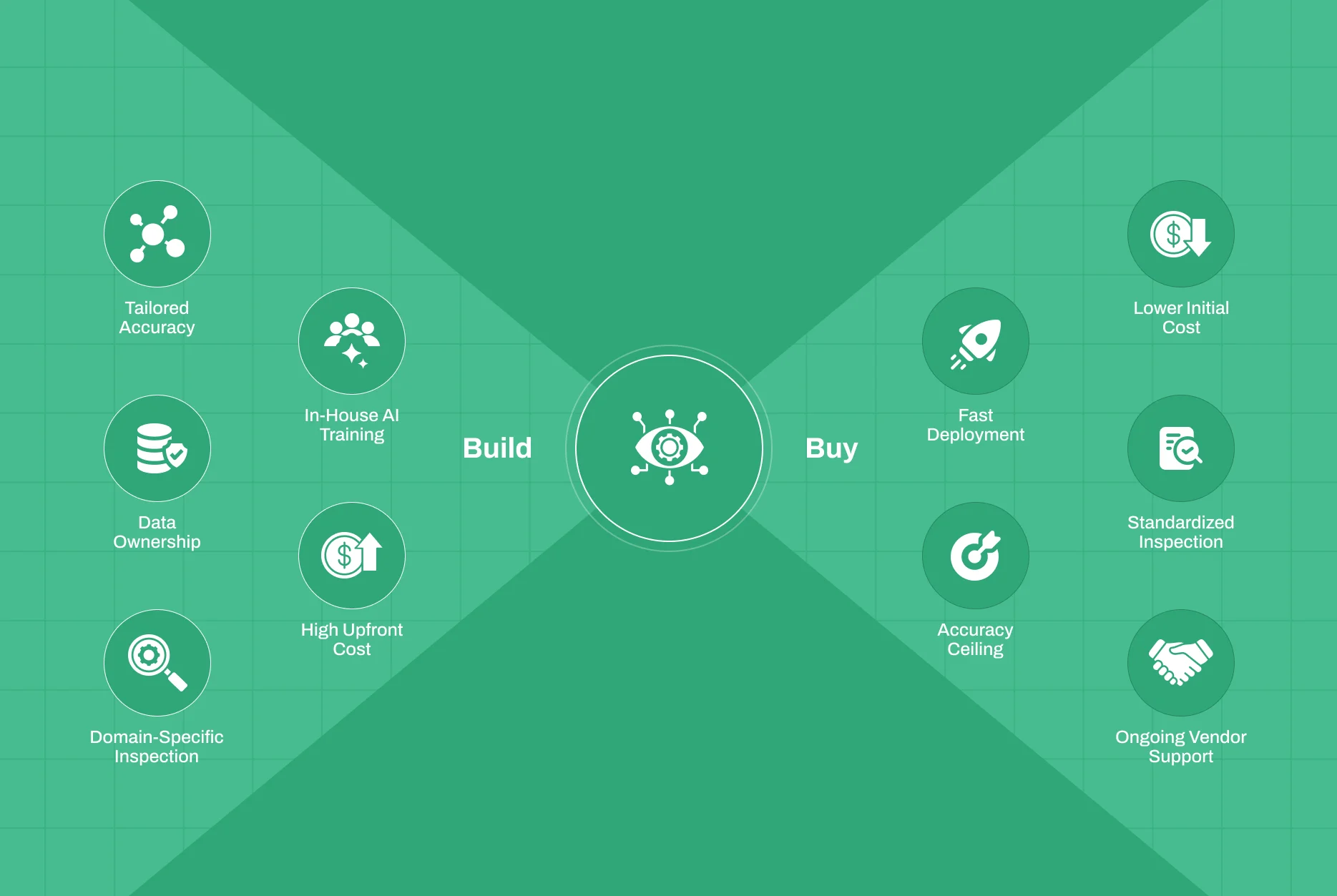
Make the Right CV Architecture Decision
Choose the right build vs. buy approach based on defect complexity and integration needs
Actionable Takeaways
- Audit your defect taxonomy before talking to any vendor. Catalog every defect type your line produces, classify them by detection difficulty (surface-level, structural, dimensional), and estimate how many labeled training images you have for each. This inventory determines whether off-the-shelf models can cover your needs.
- Run a controlled accuracy benchmark. Take 500 representative production images (including your hardest-to-detect defects) and test them against any vendor platform you are evaluating. If accuracy drops below 90% on your real images, the vendor’s demo numbers are irrelevant.
- Map your integration requirements before selecting an architecture. Document every system the CV output must connect to: PLC model and protocol, MES platform, QMS, ERP. If the integration list exceeds 3 systems, you are almost certainly building custom middleware regardless of whether you buy or build the CV core.
- Start with anomaly detection if you lack defect training data. For new product lines without historical defect images, deploy an anomaly detection model trained only on good product images. It will catch obvious defects immediately while you collect the labeled data needed for a supervised model.
- Negotiate data rights explicitly. If you choose a vendor platform, get contractual clarity on: Who owns the images you upload for training? Can you export the trained model? What happens to your data if you cancel the contract?
How DigiWagon Helps Manufacturing Teams Deploy Computer Vision for Quality Inspection
Whether you are leaning toward building a custom CV pipeline or need help evaluating off-the-shelf platforms against your production requirements, DigiWagon’s custom computer vision development team can help at every stage of the build-vs-buy decision:
- Feasibility assessment and build-vs-buy analysis. We evaluate your defect taxonomy, integration requirements, and regulatory constraints to recommend the right path. If buying makes sense for your use case, we will tell you that directly rather than push a custom build.
- Optical design and proof-of-concept. Before committing to a full build, we design and test the image acquisition setup (camera, lens, lighting) on your actual production line with your actual products. This PoC validates achievable accuracy on your real-world conditions, not lab conditions.
- Custom CV pipeline development. For manufacturing CTOs who need a purpose-built system, we architect and deliver the full six-layer pipeline: image acquisition, preprocessing, model training, edge inference, PLC/MES/QMS integration, and model lifecycle management. See our architecture deep-dive for the technical breakdown.
- Vendor integration and middleware. If you buy a platform but need deeper integration with your production systems than the vendor supports, we build the middleware layer that connects off-the-shelf CV output to your PLC, MES, and QMS.
- Model retraining and ongoing optimization. Post-deployment, we provide model monitoring, drift detection, and scheduled retraining to keep your CV system accurate as production conditions evolve.
Our Mining Intelligence project delivered automated visual data classification using the same pipeline architecture that production-line quality inspection requires. Contact our CV engineering team to schedule a 30-minute architecture review and scope your inspection requirements.
Related reading:
-
- How to Architect a Computer Vision Inspection Pipeline for Manufacturing – the companion deep-dive to this blog
- Multimodal Decision Intelligence: Converging Vision, Voice, and Sensor Data in Industry 4.0
- Vertical AI: Why Generic LLMs Fail in Custom Software
- Enterprise AI/ML services